Engineering Re-Rating
Success Guaranteed
Our engineers re-rate pressure vessels and piping equipment in accordance with the codes of construction (ASME BPVC Sec. VIII Div. 1 & 2, ASME B31.3, ASME B16.5, ASME B16.9, ASME B16.11 etc.). Whether the purpose of re-rating is to accommodate process changes in the plant, or as a remediation effort in response to a Fitness-For-Service assessment, CANEIL can provide re-rate services that comply with both jurisdictional and client requirements.
At a glance...
Engineering re-rates are a method for assessing the viability of changes in Maximum Allowable Working Pressure (MAWP), Operating Temperature limits, and geometric alterations to pressure vessel equipment and piping systems. The re-rate process consists of historical vessel data review, engineering analysis, and coordination with the Alberta Boiler Safety Association (ABSA) to secure design submission acceptance for the proposed operational change.
At CANEIL, our multi-ticketed engineers are able to retrieve pertinent equipment information through site visits to expedite the re-rate process. To meet jurisdictional requirements, we supplement our calculations with software analysis using PV Elite, COMPRESS, and Caesar II as required.

Upon ABSA Design Survey approval, CANEIL also offers services for the creation and shipment of nameplates for re-rated equipment. The following are example projects using supplementary software PV Elite and Caesar II.
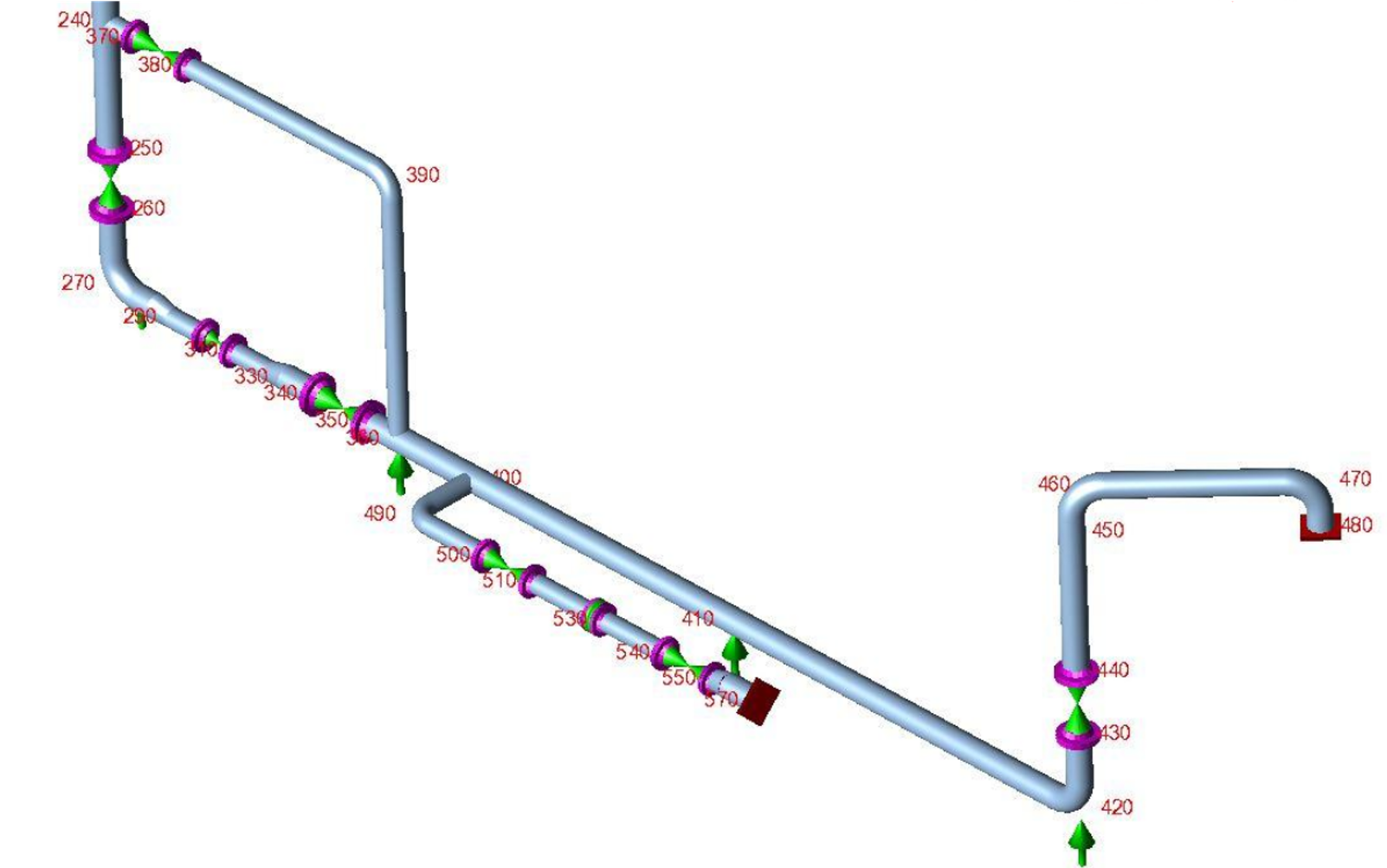
The operating temperature of a piping system was required to be up-rated from 457°F to 495°F. The piping model was created using Caesar II and evaluated for sustained and expansion cases. Additionally, nozzle load results from the simulation were compared with code allowable values. Following acceptable re-rate results based on simulation results and code calculations, the Line Designation tables of the piping were updated with the re-rated process information.
{kind=link}
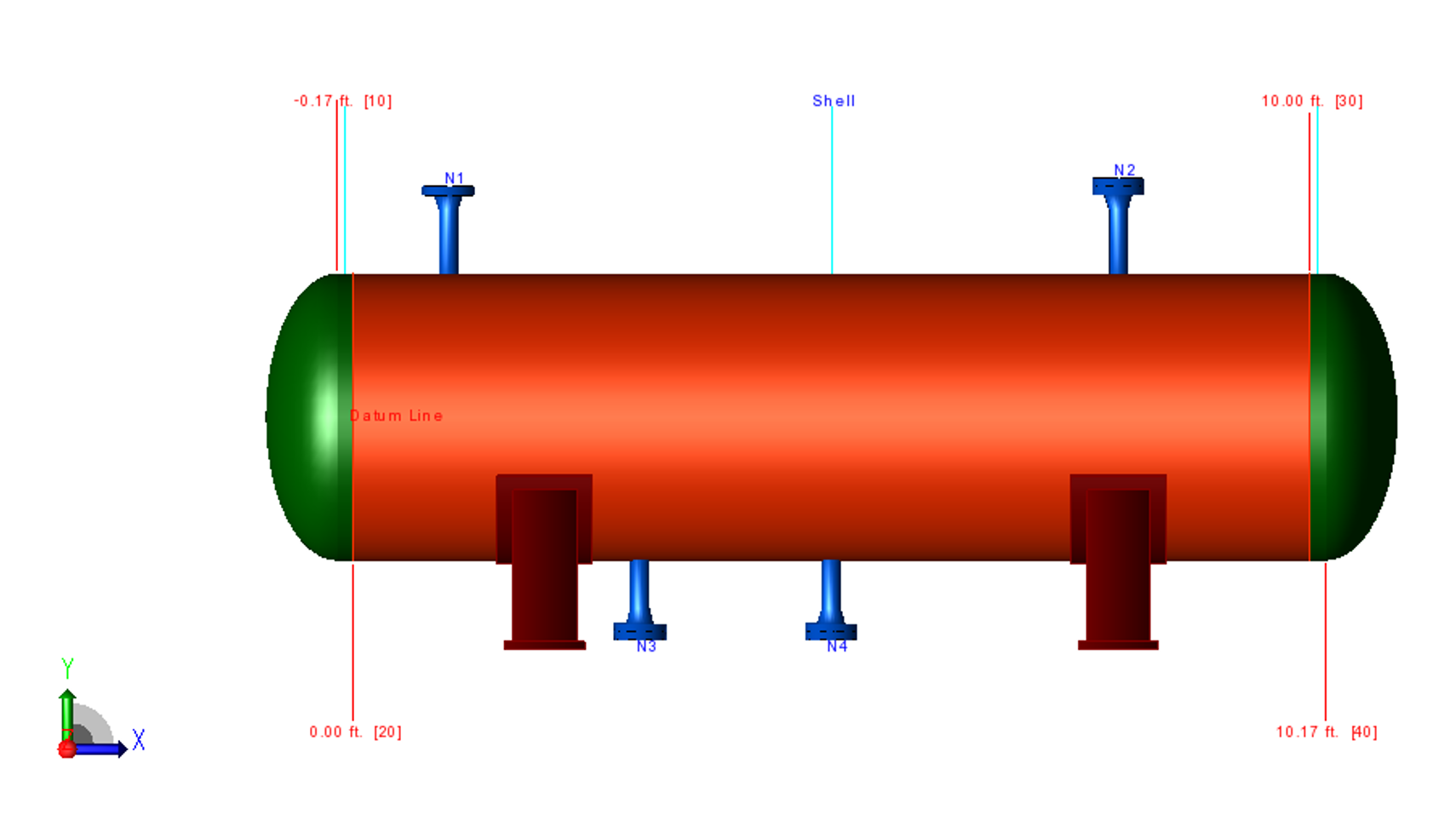
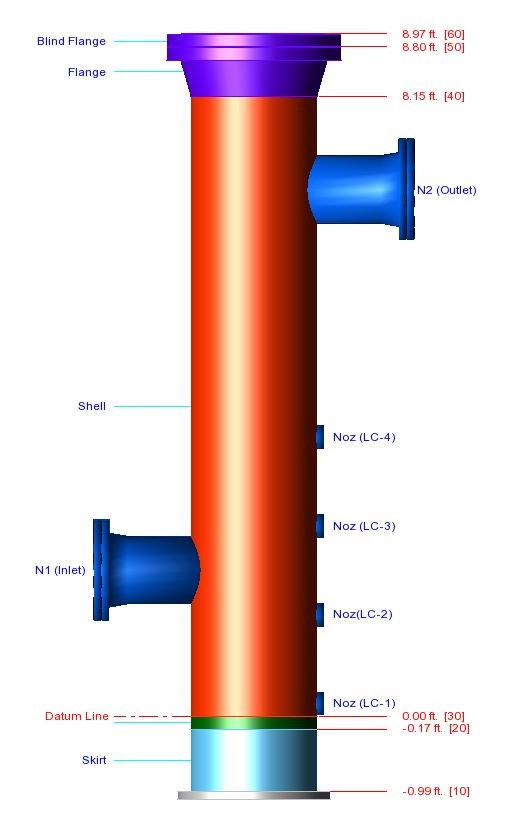
Maximum allowable working pressure was required to be decreased from 1000 psi to 300 psi as per the client request. The pressure vessel was built in 1991 with SA – 516 70N shell / head materials and a model was created using PV-Elite software. Performed the internal pressure , external pressure, nozzles, wind load and earthquake load calculations as per the ASME BPVC Section VIII Div. 1 (1989) to ensure the decreased pressure was acceptable without changing the design temperature and met the code requirement.
{kind=link}
{kind=link}
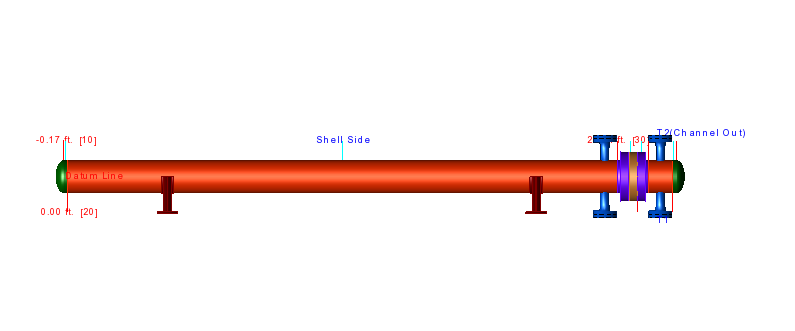
Maximum allowable working pressure was required to be decreased from 1860 psi to 900 psi on both the shell and tube side with increasing the corrosion allowance from 0.0625 inch to 0.078125 inch as per the client request. The pressure vessel was built in 2010 with SA – 333 - 6 (shell) , SA-516 70N (Head), SA-179 (Tubes) materials and a model was created using PV-Elite software. Performed the internal pressure , external pressure, nozzles , wind load and earthquake load calculations as per the ASME BPVC Section VIII Div. 1 (2009) to ensure the decreased pressure was acceptable with increasing the corrosion allowance without changing the design temperature and met the code requirement.
{kind=link}
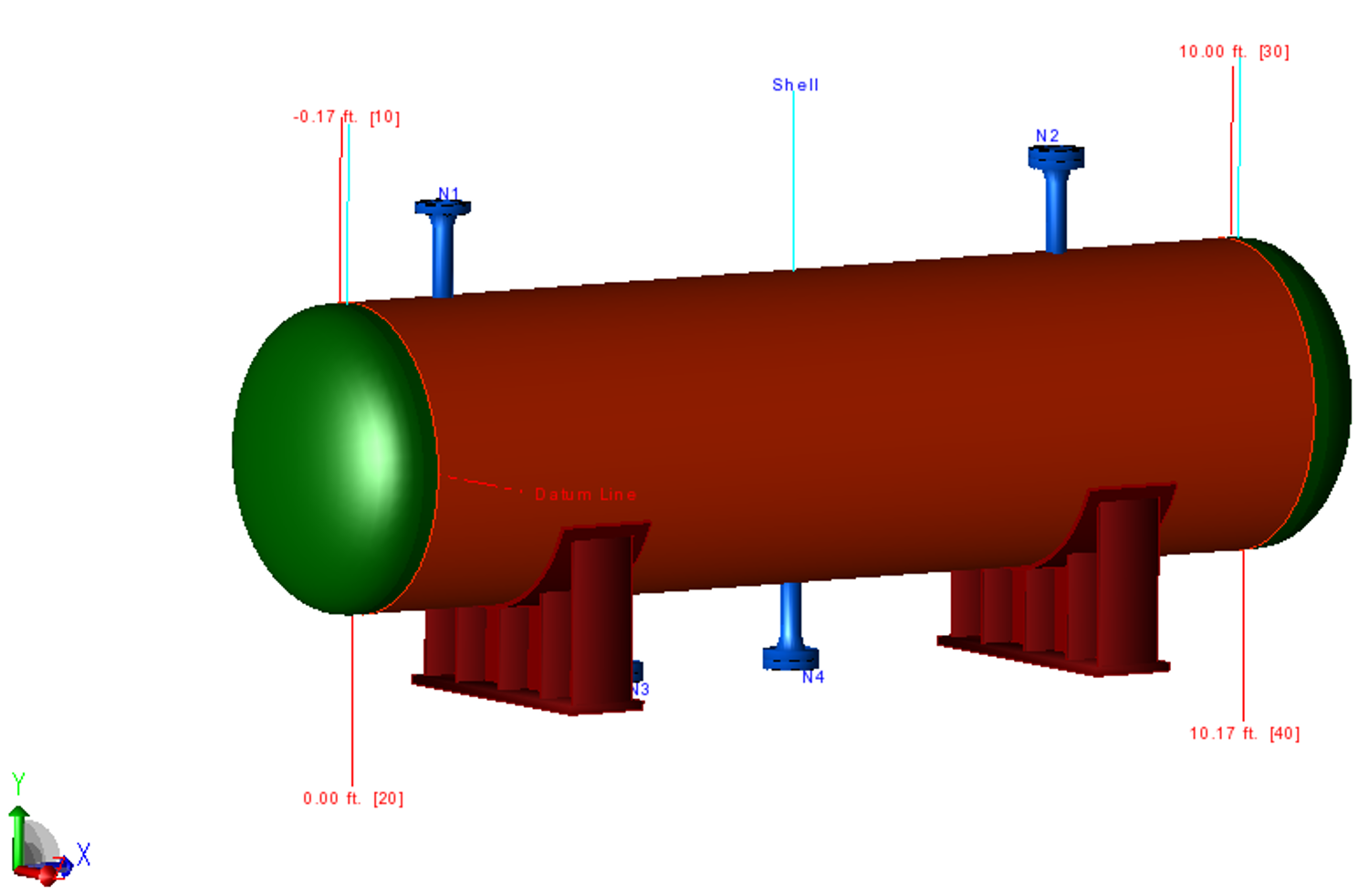
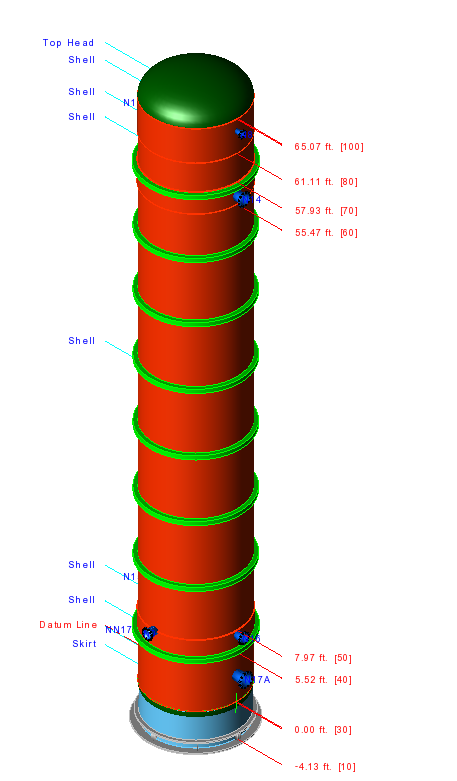
Maximum allowable working pressure was required to be decreased from 285 psi to 250 psi as per the client request. The pressure vessel was built in 1989 with SA - 105 (Top Head) , SA-516 70N (Bottom Head), SA-106-B (shell) materials and a model was created using PV-Elite software. Performed the internal pressure , external pressure, nozzles , wind load and earthquake load calculations as per the ASME BPVC Section VIII Div. 1 (1986) to ensure the decreased pressure was acceptable with increasing the temperature and met the code requirement.
{kind=link}
Maximum allowable working pressure was required to be decreased from 67 psi to 40 psi as per the client request. The pressure vessel was built in 1995 with SA – 516-70N shell / head materials and a model was created using PV-Elite software. Performed the internal pressure , external pressure, nozzles, wind load and earthquake load calculations as per the ASME BPVC Section VIII Div. 1 (1986) to ensure the decreased pressure was acceptable and met the code requirement.
{kind=link}